
0830-3584949
0830-3584949


缸盖:缸盖装在液压缸两端,与缸筒构成紧密的油腔。通常有焊接、螺纹、螺栓、卡键和拉杆等多种连接方式,正规回转密封一般根据工作压力,油缸的连接方式,使用环境等因素选择。活塞:活塞是将液压能转为机械能的主要元件,它的有效工作面积直接影响液压缸的作用力和运动速度。活塞与活塞杆连接有多种形式,常用的有卡环型、轴套型和螺母型等。当无导向环时,活塞用高强度铸铁HT200~300或球墨铸铁;当有导向环时,活塞用优质碳素钢20号、35号和45号。内江回转密封导向套:导向套对活塞杆起导向和支撑作用,它要求配合精度高,摩擦阻力小,耐磨性好,能承受活塞杆的压力、弯曲力以及冲击振动。内装有密封装置以保证缸筒有杆腔的密封,外侧装有防尘圈,以防止杂质、灰尘和水分带到密封装置处,损坏密封。金属导向套一般采用摩擦系数小、耐磨性好的青铜、灰铸铁、球墨铸铁和氧化铸铁等;非金属导向套可采用聚四氟乙烯和聚三氟氯乙烯等。

工程液压油缸在拆卸前,先要使液压回路卸压,不然的话,当拧松与油缸相连接的油管接头时,回路中的高压油会应压力而喷出,所以,正规回转密封要先卸掉液压回路的压力,然后切断电源或动力源,待液压装置停止运转后,方能进行拆卸。在拆卸时要注意不要对活塞杆、螺纹、缸套内壁等造成损坏,为了不使活塞杆等细长件发生弯曲或变形,可以使用垫木。拆卸油缸要按照顺序进行,切记不能顺序颠倒,内江回转密封由于油缸的种类很多,大小也不尽相同,因此其对应的拆卸顺序也有所不同,基本的顺序是先放掉油缸中的油液,然后拆卸油缸缸盖后,再拆卸活塞、活塞杆。在拆卸活塞或活塞杆时,如果活塞或活塞杆不好抽出,不能用蛮力强行抽出,这样会损坏甚至损坏部件,应查明原因,然后进行拆卸。

塞用鼓形密封圈尺寸检验指标 密封圈外径与液压缸内径、密封圈内径与活塞密封槽底径以及密封件主体宽度与密封槽宽之间的配合程度;正规回转密封活塞杆用蕾形密封圈尺寸检验指标 密封圈内径与活塞杆径、密封圈外径与缸口密封槽底径以及密封主体宽度与密封槽宽之间的配合程度。根据密封结构配合,对应规格型号的密封圈形状尺寸应与密封结构相配合。尺寸检验就是要把不能很好配合的密封圈检出,同时有针对性地查找原因,纠正产生不合格品的因素,增加合格品量,提高产品质量。内江回转密封密封件尺寸检验不合格品产生的主要原因有:模具因素、模压过程中温度波动太大、制品修边技术不熟练等导致密封件尺寸失常。
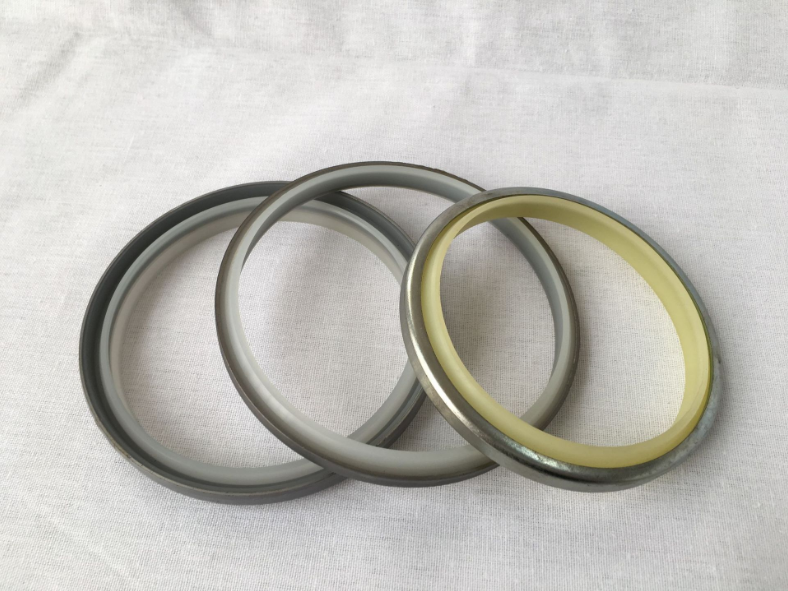
很显然,如果液压油缸的密封性不良的话,那么在进行能量转换的过程中,正规回转密封不仅达不到效果,同时也会造成严重的浪费。那么,该如何来保证其的密封性呢?其实,如果想要防止液压油的泄露,那么会在油缸缸筒和活塞之间安装一个密封圈。此外,在缸筒和两侧端盖之间,活塞杆与导向套之间以及活塞杆与缸盖之间都需要安装相应的密封圈。除此之外,内江正规回转密封在液压油缸的前端与活塞杆之间不仅需要安装导向套,还应当配备相应的防尘密封圈。这些密封装置便是有效保证其密封性的零件。密封圈通常是由一个或若干个零件组成的环形罩,可以将其固定在轴承的一个套圈或垫圈上,这样可以和其它的套圈或者是垫圈紧密结合起来,以防止润滑油漏出及外物侵入。

齿轮泵的啮合过程中,同时啮合的齿轮对数应该多于一对,即重叠系数ε应大于1(ε=1.4)才能正常工作。正规回转密封生产留在齿间的油液就被困在两对同时啮合的轮齿所形成的一个封闭空间内,这个空间的容积又将随着齿轮的转动而变化。这就是齿轮泵的困油现象若整个啮合过程中有某段时间啮合的齿轮对数少于1对,即ε<1时,油泵的输油率就很不均匀,出现时而压送油,时而不压送油,瞬时流量的差值可达30%,内江正规回转密封齿轮泵不能正常工作。ε=1的情况也不能保证齿轮泵正常工作。困油现象危害:轴承负荷增大、功率损失增加、油液发热、引起噪音和振动、影响油泵的工作性能、平稳性和寿命。

作用在齿轮外圆上的压力分布是不相同的,从压油腔到吸油腔油液的压力分布是逐步分级降低,有压差存在而产生的径向力;正规回转密封齿顶与泵体内表面有径向间隙;油液的不均匀力的合力作用在泵轴上,使轴承受到单向压力而产生的径向力。减少径向力的措施:1、减小压油口尺寸。使压油腔作用在齿轮上的面积减小到1~2个齿轮的范围。2、开液压平衡槽。在吸油口到压油口过渡区内的端盖或轴承上开两个液压平衡槽,使压油口、吸油口分别与离吸油口、压油口较近的平衡槽相通,正规回转密封生产这样径向力会得到一定的平衡。3、扩大高压区。将压油腔扩大到接近吸油腔一侧,只保持最后一两个齿顶与壳体之间的间隙较小,将其他部分齿顶的间隙放大。

手机扫描浏览
Copyright ©/ 泸州江阳长江液压技术研究所是一家以液压油缸及液压系统、液压密封、高中端的多路阀、齿轮泵/马达及液压集成控制系统产品的研发、生产、销售为一体的公司。
