
0830-3584949
0830-3584949

缸盖:缸盖装在液压缸两端,与缸筒构成紧密的油腔。通常有焊接、螺纹、螺栓、卡键和拉杆等多种连接方式,高质多路阀一般根据工作压力,油缸的连接方式,使用环境等因素选择。活塞:活塞是将液压能转为机械能的主要元件,它的有效工作面积直接影响液压缸的作用力和运动速度。活塞与活塞杆连接有多种形式,常用的有卡环型、轴套型和螺母型等。当无导向环时,活塞用高强度铸铁HT200~300或球墨铸铁;当有导向环时,活塞用优质碳素钢20号、35号和45号。青岛多路阀导向套:导向套对活塞杆起导向和支撑作用,它要求配合精度高,摩擦阻力小,耐磨性好,能承受活塞杆的压力、弯曲力以及冲击振动。内装有密封装置以保证缸筒有杆腔的密封,外侧装有防尘圈,以防止杂质、灰尘和水分带到密封装置处,损坏密封。金属导向套一般采用摩擦系数小、耐磨性好的青铜、灰铸铁、球墨铸铁和氧化铸铁等;非金属导向套可采用聚四氟乙烯和聚三氟氯乙烯等。

聚氨酯密封圈表面分为工作面和非工作面。工作面是指对系统内部来压,对缸体与活塞、缸口与活塞杆接触面处起直接密封作用的一面;高质多路阀非工作面是指除了工作面以外的其他部分。鼓形聚氨酯密封圈的外圆方向凸起唇形部位即为主工作面,其内圆凸起唇形部位为非工作面;蕾形聚氨酯密封圈的内圆方向凸起唇形部位即为其主工作面,外圆凸起唇形部位为其非工作面。工作面与非工作面只是相对而言,工作时,密封圈作为一个整体,都处在工作状态,起着密封作用,因此,非工作面也非常重要。青岛高质多路阀实用性原则。以不影响密封件的使用性能为准则;工作面为检验重点。要求严格规范,不允许存在有可能影响产品使用性能的任何缺陷;对非工作面的要求可以适当放松;大直径系列密封圈较之小密封圈存在缺陷的数量及大小可适当放宽 ,尤其对非工作面,以不影响使用性能为原则。

拉伸强度:将薄片试样用试样机制成哑铃形标准试样, 在拉力试验机上将试样夹稳,以固定的拉伸速度 200 mm/min 拉伸,高质多路阀厂家拉伸应力即为拉伸强度;撕裂强度:用切片机在平整 、坚硬的试 样品表面切试样,厚 2 mm,在圆弧形或直角形试样中部用锋利刀片切一割口,将试样夹入夹具,使其轴向对准拉伸方向,试验机对样品施加一个逐渐增加的牵引力直至试样断裂。此撕裂应力与试样厚度之比即为撕裂强度;青岛多路阀厂家硬度:聚氨酯密封件或试样硬度用邵氏 A型橡胶硬度计测试。测试时,把试样放在坚固的水平面上,拿住硬度计,使其压针垂直压入试样中央部位,直至压足和试样完全接触时 1 s 内的读数即为硬度值。在试样不同部位,测试 5 次,取其平均值。

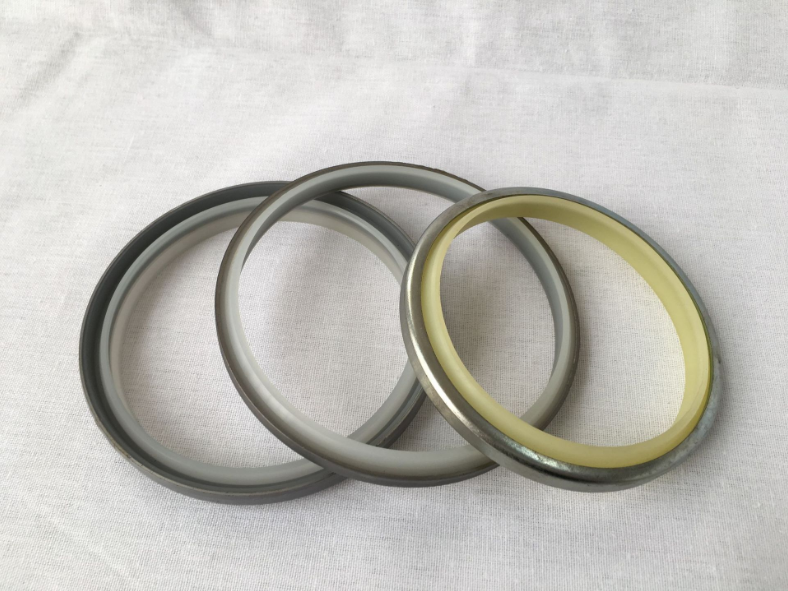
密封圈外观要求密封圈 外形状应规整,无变形、扭曲、破损,应干净,无飞边、毛边,无缺损;色泽应鲜亮,不能模糊、混浊;高质多路阀密封圈手感应光滑平整,不能毛糙,挤压密封圈,应感觉有明显的弹性和韧性,硬度应适中;密封圈工作面的外观质检要求 密封圈工作面表面圆整光滑,不允许存在气泡、杂质、孔隙、裂纹、划痕等影响密封圈使用性能的任何缺陷,否则即判定为不合格品;密封圈非工作面外观判定要求非工作面上的气泡、杂质、凹凸等缺陷大小,直径或长度不能超过 2 mm,多路阀厂家高度或深度不能超过 0.5mm,同一个密封圈上的缺陷数量累计不能超过 4 个;防尘密封圈和挡圈外观质检要求 表面必须平整光滑,不允许存在孔隙、杂质裂纹、毛刺;但允许有直径<1 mm 的 1~2 个小气泡存在。

焊斑清洗剂浸泡洗,时间为:5-20分钟,可清洗车辆液压油缸表面的焊斑,氧化皮等杂质。不用设备,操作简单,比较适用批量大,复杂的小零件,清洗效率高。高质多路阀清洗干净后的表面呈现均匀一样的亚白色。其酸洗钝化液时间为5-20分钟,清洗干净表面焊斑的同时完成钝化反应,增加其焊接件的耐腐蚀性能,可达500小时以上盐雾测试。比较适合用于方便的浸泡的工件,同时有严格的防腐要求焊接件的清洗。酸洗钝化处理后的筒表面呈现出均匀一样的银白色色泽。酸洗钝化膏均匀涂抹。时间为5-20分钟,其处理作用和其酸洗钝化液一样。青岛多路阀比较适合大型筒件的表面焊接清洗处理。只要将膏体均匀一样的涂抹在焊接位置,待焊斑去干净后,再用清水冲洗干净。

手机扫描浏览
Copyright ©/ 泸州江阳长江液压技术研究所是一家以液压油缸及液压系统、液压密封、高中端的多路阀、齿轮泵/马达及液压集成控制系统产品的研发、生产、销售为一体的公司。
